ラジコン飛行機の自作で必要になった補助翼用のホーンをポリプロピレン板を切り出して製作する。
CNCは中国、コントローラはドイツ製のEstlcamを使用する。使用法を忘れていたので、今後のために手順を残しておく。
DXFデータを作成する
樹脂板の切り出しを行うので、2次元のDXFデータを作成する。
DXFを書き出すことのできるCADなどで作図する。
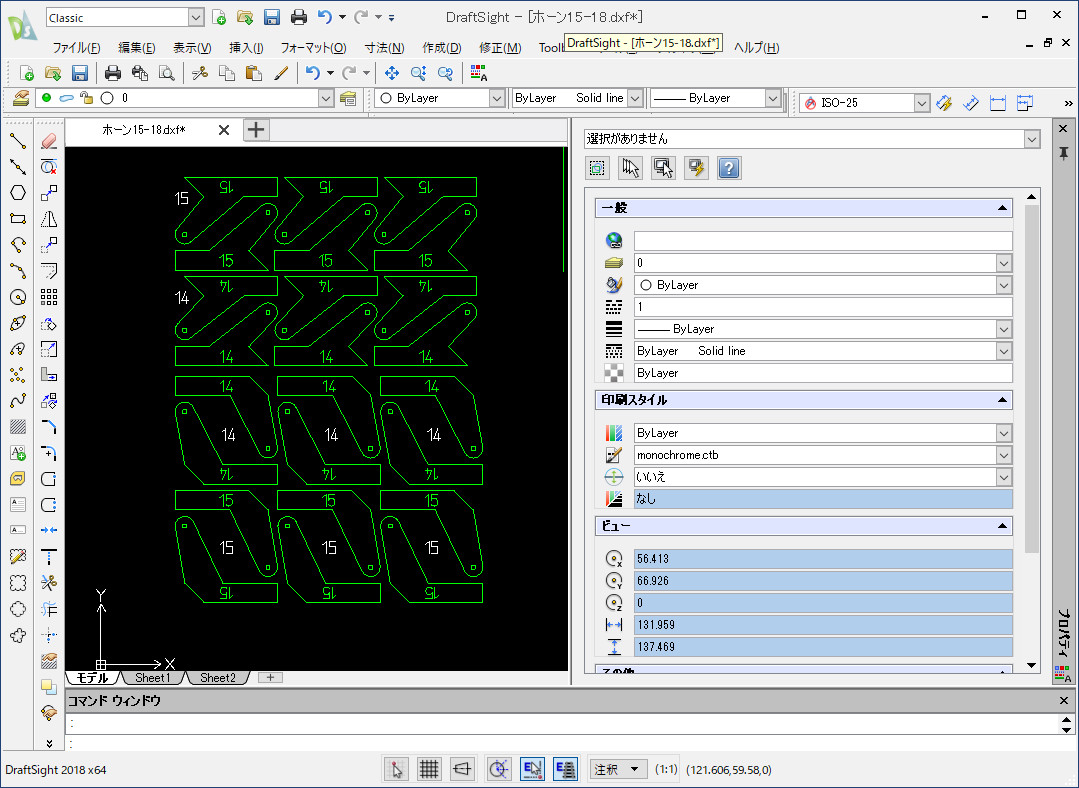 例)Draftsight
例)Draftsight
EstlcamによるNCデータの作成
Estlcam を起動する。説明は省略するが、ツール(ドリルやエンドミル)の仕様を登録しておく必要がある。
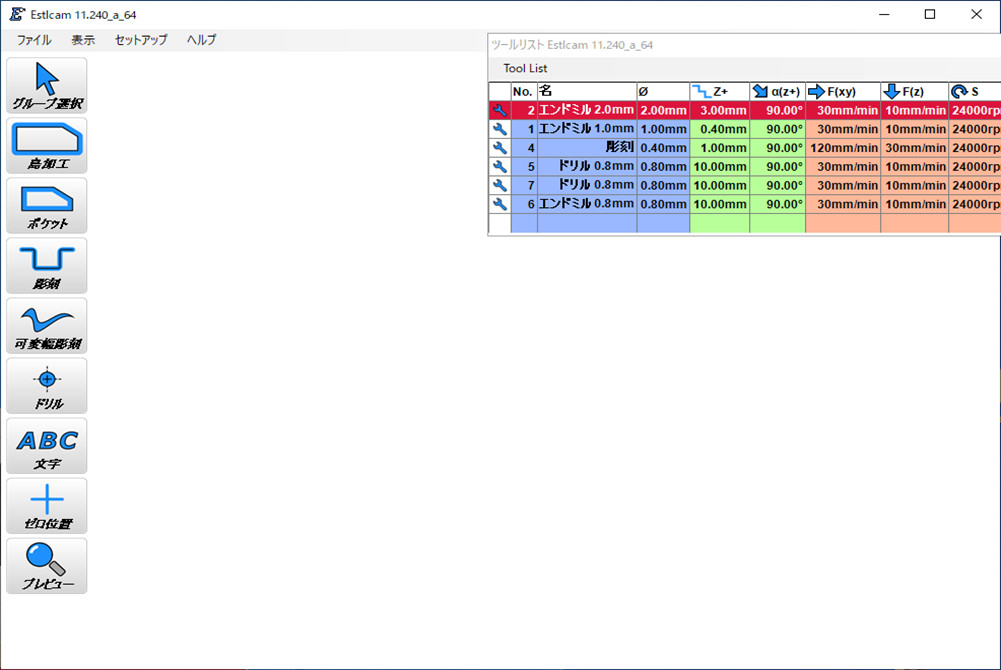 Estlcam 起動後の画面
Estlcam 起動後の画面
メニュー [ファイル] で DXFファイルを読み込む。
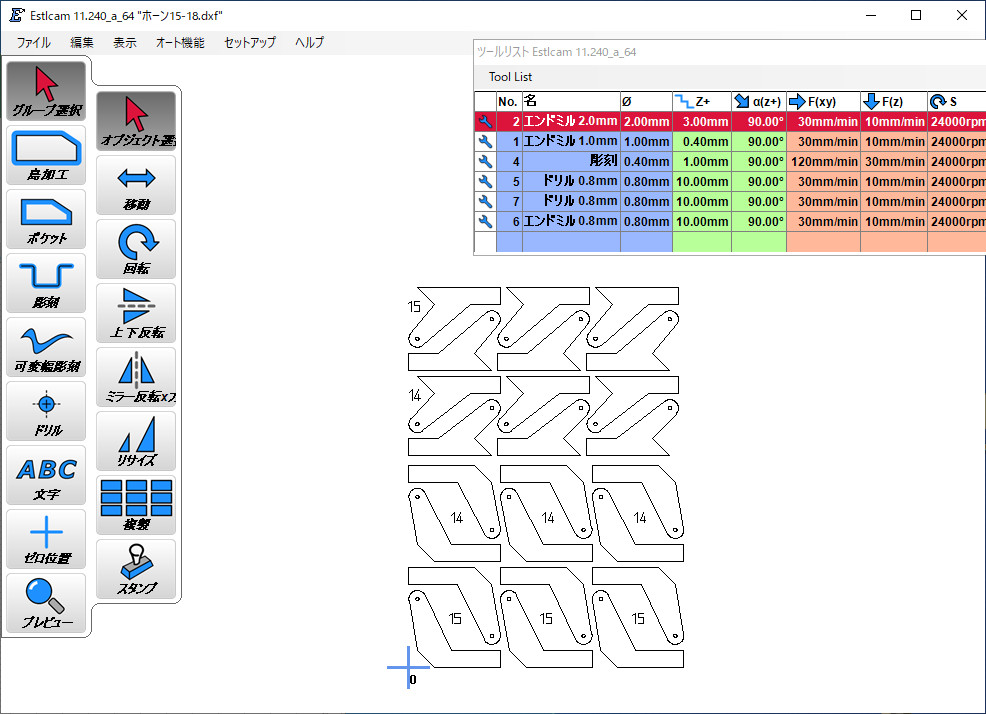 Estlcam に DXFファイルを読み込んだ画面
Estlcam に DXFファイルを読み込んだ画面
ツールを選択しアイコンで切削方法を選ぶ。
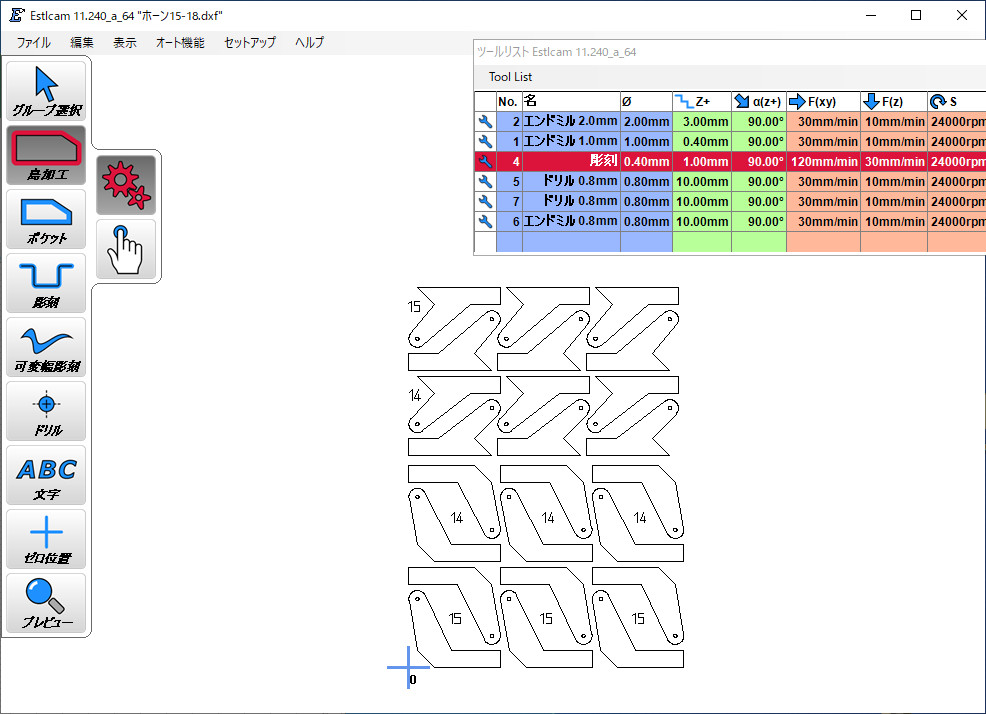 ツールと切削方法の選択
ツールと切削方法の選択
マウスカーソルでツールパス(切削したい線)を設定する。
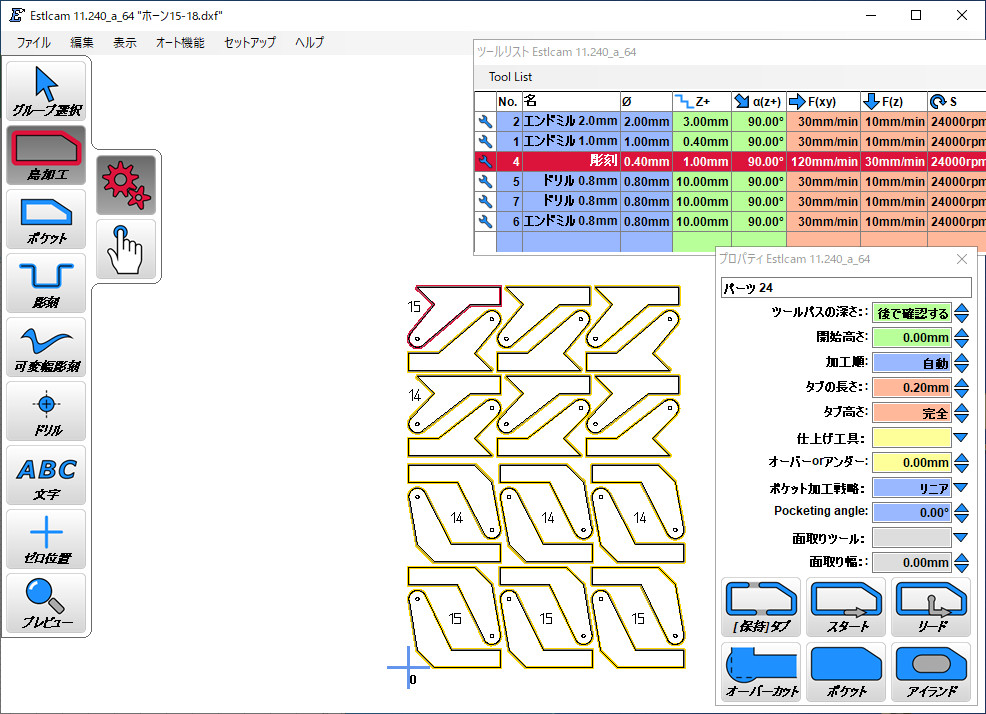 ツールパスの設定
ツールパスの設定
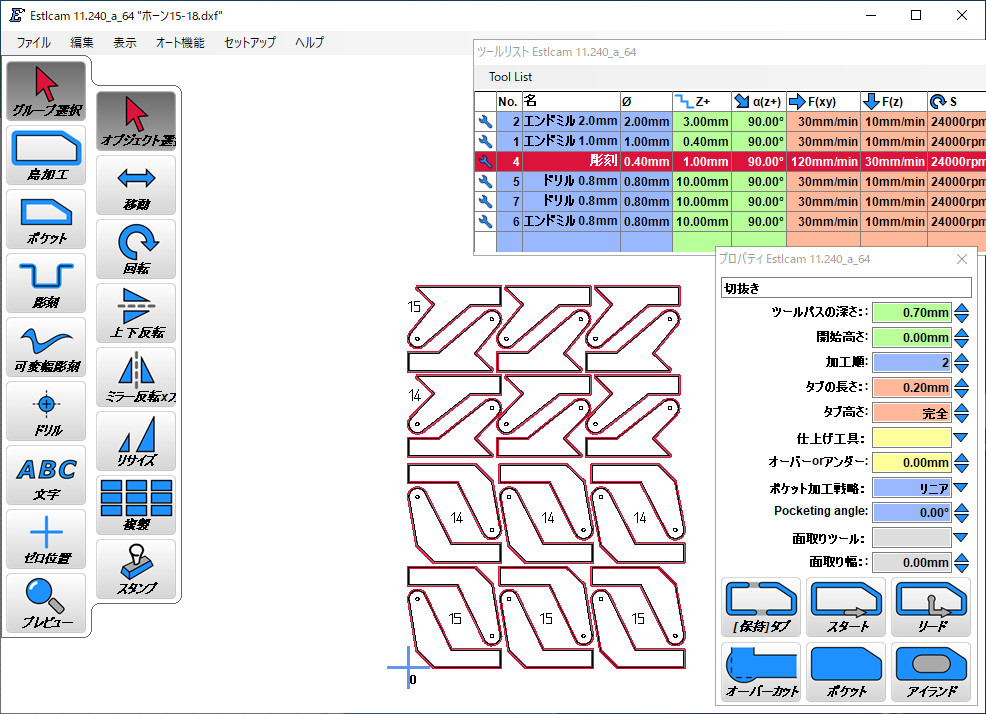
[グループ選択]-[オブジェクト選択] アイコンでツールパスを選ぶ。選択方法はシフトキーを押しながらひとつひとつクリックするほか、マウス左ボタンによる矩形選択もできる。選択中はシフトキーを押したままにしておく。間違って選んだものは、クリックする度に選択/非選択が繰り返されるようになっている。
 ツールパスの選択とプロパティ設定
ツールパスの選択とプロパティ設定
選択したツールパスにプロパティを設定する。設定するのは、選択したツールパスのグループ名、加工深さ、加工順である。
ここでは、グループ名を「切抜き」として深さを0.7mm、加工順を2番目に設定している。
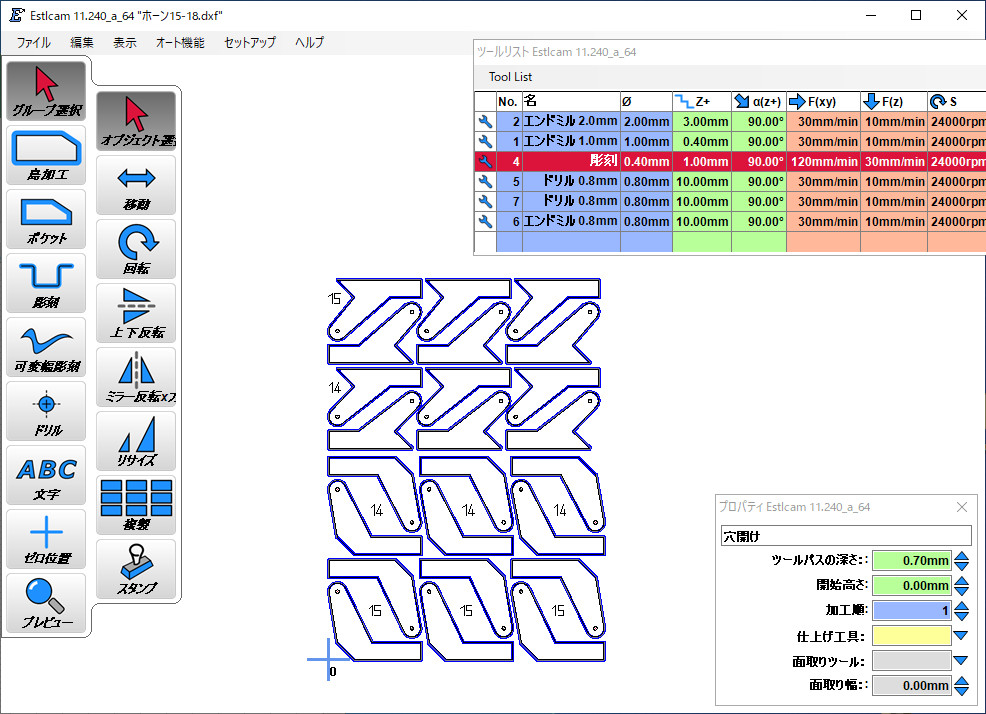
同様に穴開け箇所の加工方法をドリルに設定し、設定したツールパスのグループ名を「穴開け」として、加工深さ0.7mm、加工順を1番目としてプロパティ設定を行う。
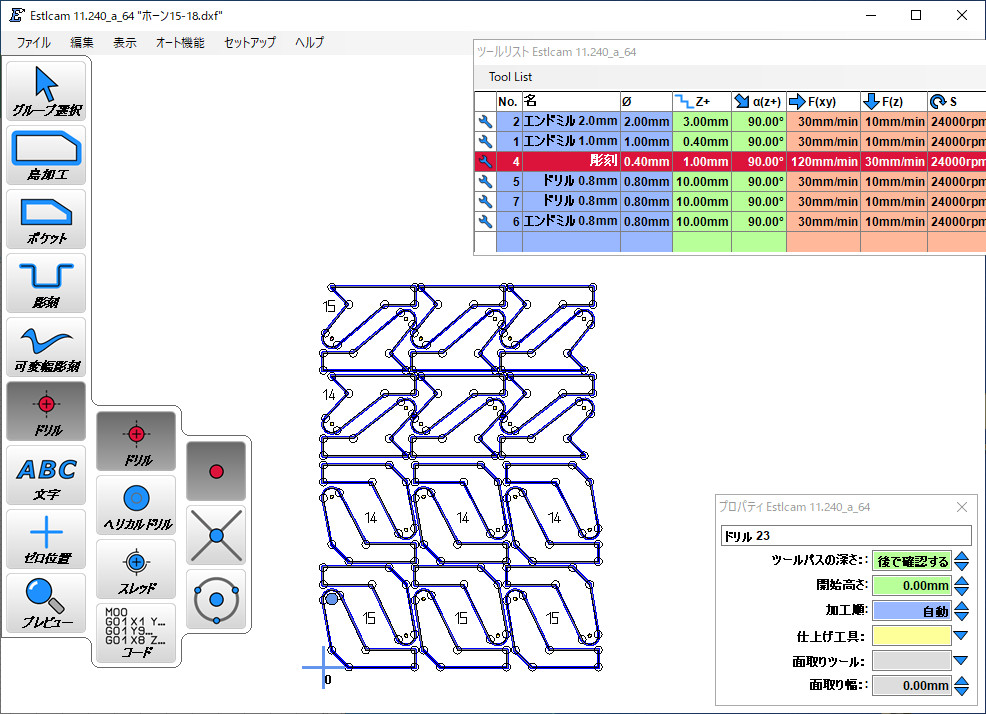 加工方法をドリルとしてツールパスを設定する
加工方法をドリルとしてツールパスを設定する
 ツールパスのプロパティ設定
ツールパスのプロパティ設定
ツールパスの設定が終わったら、[プレビュー] アイコンで加工順を確認する。
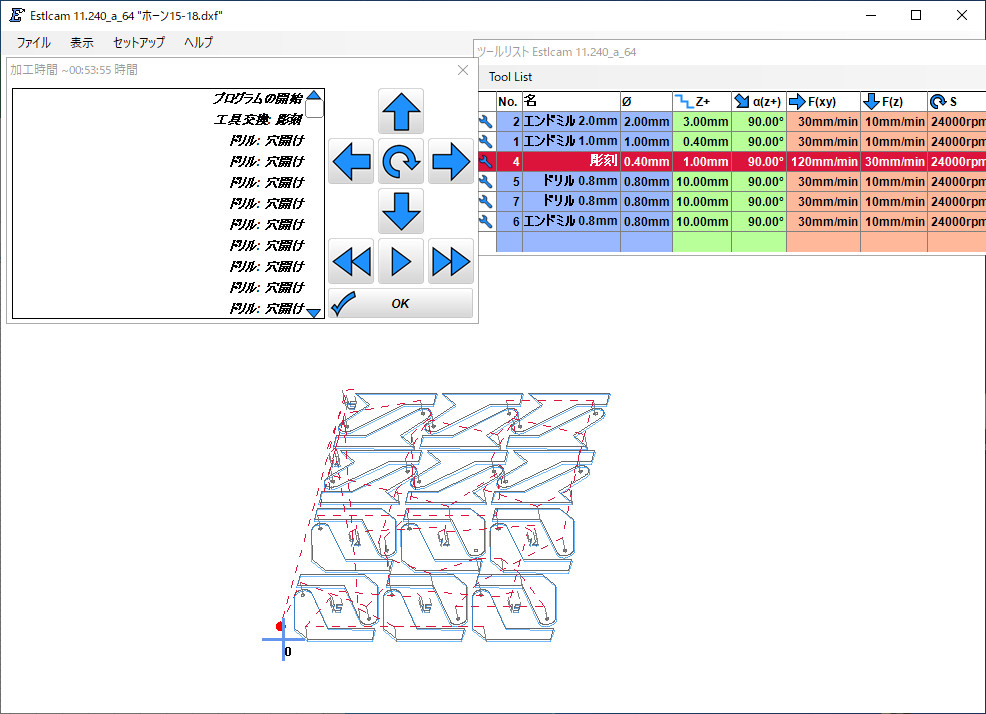 プレビュー画面
プレビュー画面
矢印と回転ボタンでツールパスの視点を変えることができる。三角ボタンは自動プレビューを行うものである。プレビュー速度は、その両側のボタンで調整することができる。プレビュー画面を終わるには [OK] ボタンをクリックする。
加工データは [ファイル] メニューから、[CNCプログラム保存] で保存、もしくは [機械プロジェクト] で即時加工を行うことができる。
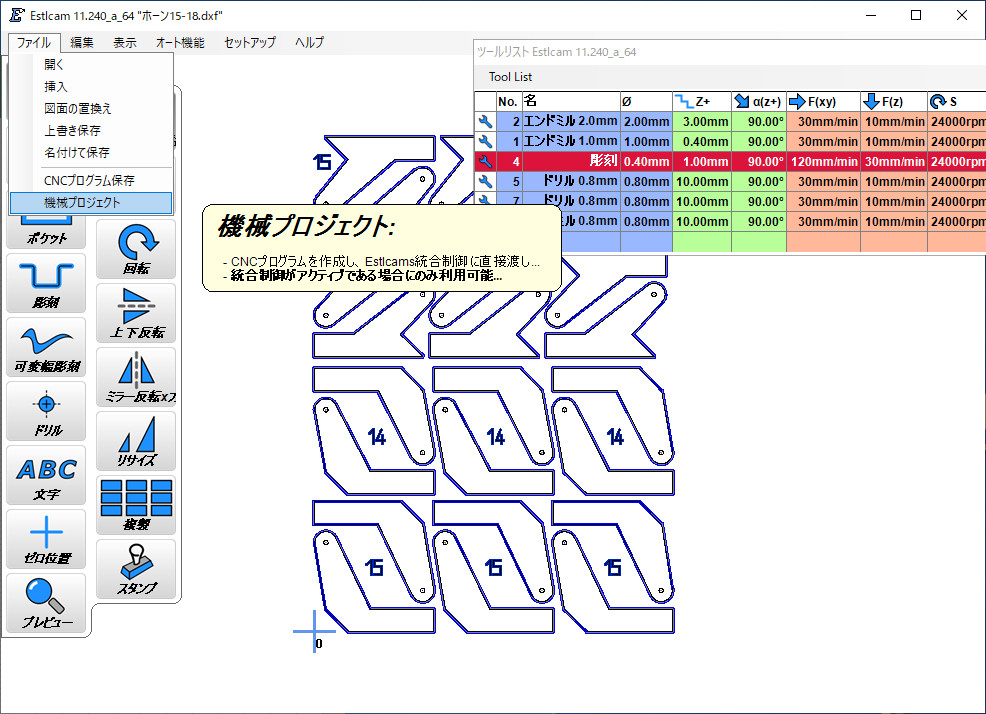 データの保存・加工の実行
データの保存・加工の実行
加工手順
ファイルメニューで [機械プロジェクト]を選択すると、CNCコントローラが表示される。
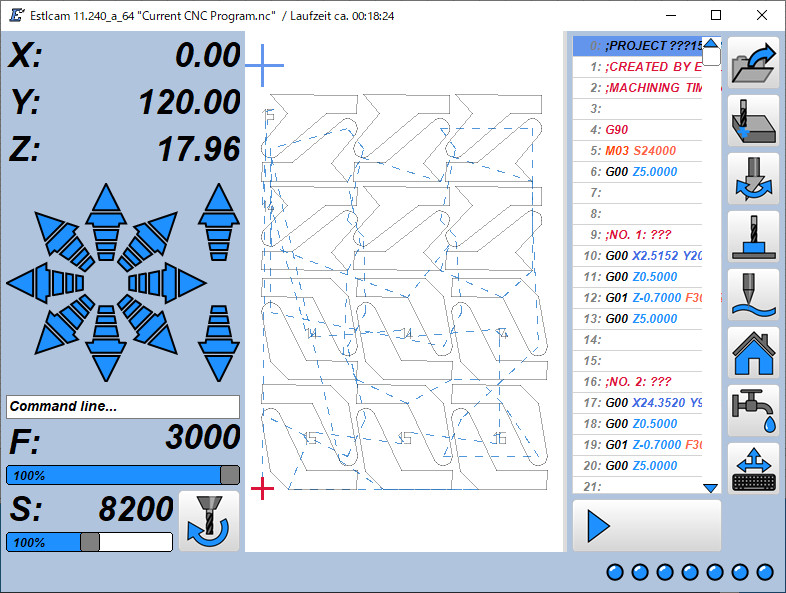 CNCコントローラ画面
CNCコントローラ画面
画面左はテーブルとスピンドルの制御ボタン群で、ボタンによってテーブル移動、スピンドルの上下移動、スピンドルの回転数を制御できる。
画面中央はツールパスが破線で示されている。画面右のコードリストの命令コードをクリックすると中央のツールパスのうち、対応するパスが実線表示される。コードリストを選択して三角(▶)ボタンをクリックすると、そのコードから加工が実行される。
加工原点の設定と Surface Scan の実行
安価な組み立て式のCNCは、テーブル各軸の直角度や平面度を確保するのが困難だ。計測しながら組み立てを行い、必要な箇所にはシムを入れるなどの調整を施したが、0.1~0.2mm程の誤差に収めるのがやっとだった。Estlcam を導入する動機になったのは、Estlcam の surface Scan に魅力を感じたからである。
この機能はスピンドルの先の刃物とテーブルを電極として、両極が接触する高さをテーブルの各点でプロービングし、加工時にそのデータでスピンドルの高さを補正するものだ。(詳細はこちらの動画を参照)
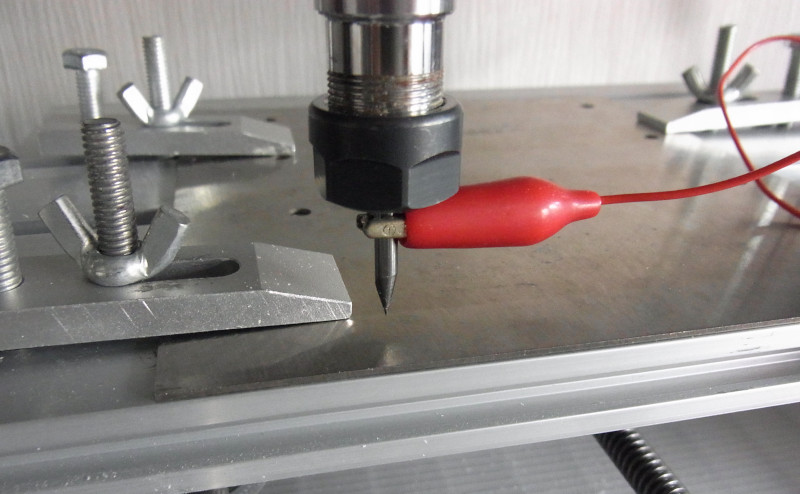 プロービングの設定
プロービングの設定
CNCのコントロールボードの入力ポートを刃物に接続し、テーブル上のステンレス板をGNDに接続する。CNCコントローラ画面の[Surface Scan]ボタンをクリックすると、下図のダイアログボックスが表示される。
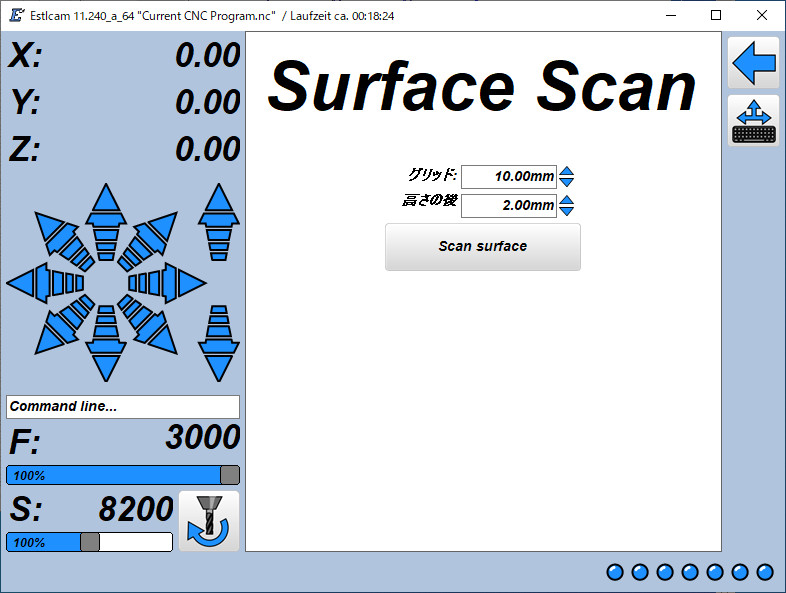 Surface Scan ダイアログボックス
Surface Scan ダイアログボックス
ここで、グリッドとはプローブしていくマス目の大きさで、高さの後退とは接触後に刃物を持ち上げる高さのことである。[Scan surface]ボタンをクリックするとプロービングが始まる。
ワークの取付けとZ軸原点の設定
Surface Scan が終了したら、ワークの厚さと同じ値までスピンドルを下げる。スピンドルの移動方法は、表示されているZ軸の値とワーク厚の差をCNCコントローラ画面のコマンドラインに入力する。例えば、Z軸の現在値が20でワークの厚さが0.9mmならば、20-0.9=19.1 をコマンドラインに Z-19.1 と入力し Enter でスピンドルが移動する。そして、CNCコントローラ画面のZ軸の値をクリックし、キーボードでゼロを入力する。これで、Z軸の原点がプロービングによって計測されたZ軸の0mmから0.9mm上に設定される。これは、あとから取り付けるワーク上面をZ軸のゼロポイントとするためである。蛇足だが、回路用の銅箔基板を用いる場合は、原点を調整する必要はない。
ワークを取付け、▶ボタンをクリックすると加工が始まる。
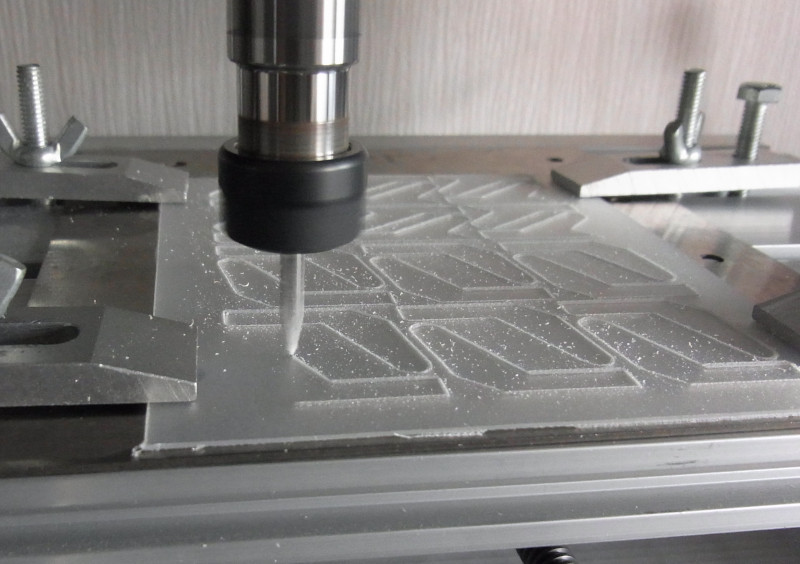 加工中の状況
加工中の状況
最後に
これまでCNCは、専ら電子基板の回路切削、プラ板の切り出しなどに使ってきた。特に、電子基板の回路切削はテーブルとスピンドル間の距離の精度が重要である。上でも述べたとおり、組み立て式のCNCでこの精度を確保するのは困難なので、Estlcam の Surface Scan は安価なCNCでは必須の機能であると思う。
ただ、この機能は導体同士でないと使えない。プラ板などの絶縁体でも使えるよう、3Dプリンタで用いられる BL-Touch をCNCでも使えないかと考えているところである。
 |  |  |
 |  |  |
 |  |  |